
Metaalbewerking: algemene tips voor het boren van gaten
29.09.2021
Algemene tips voor het boren:
- Kies het beste type boor voor je bewerking. Belangrijk hierbij zijn het te boren materiaal, de mogelijkheden van de machine die je daarvoor gebruikt en de koeling.
- Instabiliteit van werkstuk en machinespindel kan leiden tot overmatige slijtage of beschadiging van het boorgereedschap. Zorg altijd voor een stabiele opspanning van de boor en het werkstuk. De keuze van een zo kort mogelijke boor helpt hierbij.
- De boorkop waarin de boor is opgespannen moet van een goede rondloop nauwkeurig en spankracht hebben . Als de boor in de houder slipt en de voeding automatisch is, dan kan de boor breken.
- Gebruik bij het monteren van de morseconus opname in de houder altijd een hamer met een zacht oppervlak. Zorg ervoor dat de morseconus van de boor goed in de bus of houder past. Past deze niet goed, dan neemt de uitdrijflip van de morseconus de radiale boorkrachten over en is de kans groot dat de uitdrijflip beschadigd of afbreekt.
- Gebruik het aanbevolen koelmiddel en zorg ervoor dat het koelmiddel bij de boorpunt komt. Dit verlengt de levensduur van de boor.
- Voorkom spaanophopingen in de spaangroeven van de boor. Boor je gaten die dieper zijn dan 4x de diameter van de boor? Dan kan lossen van de boor nodig zijn om de spanen te verwijderen. Of gebruik de specifieke PFX boren met parabolische spaangroeven, of boren met inwendige koelkanalen of CTW technologie voor het boren van diepe gaten,
- Zorg bij het herslijpen van de boor dat de originele geometrie weer hersteld wordt en dat de boor voldoende geslepen wordt zodat alle slijtage weg is.
Keuze van het type boor
Je kunt bij ons terecht voor een uitgebreid assortiment standaard en speciale boren. Waar zitten al deze verschillen in?
- Materiaal van de boor. De materialen waaruit een boor geproduceerd wordt zijn HSS, HSS-E, HSS-Co of Volhardmetaal. Elk materiaal heeft zijn eigen specifieke voordelen. Zo heeft HSS als voordeel een hoge taaiheid maar een relatief lage hardheid. Volhardmetaal is daarin tegen zeer hard en slijtvast maar ook breukgevoelig, daar is een stabiel proces is een voorwaarde.
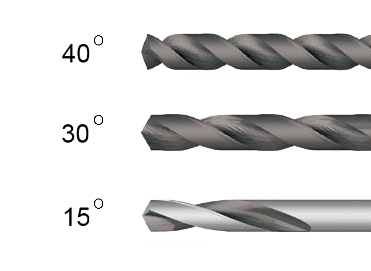
- Boor geometrie. Voor verschillende materialen is ook een andere punt geometrie en spiraalhoek van de boor noodzakelijk. De boorpunt hoek kan variëren tussen de 118 gr. en 140 gr. Ook de hoek van de snijkant en vrijloophoek zijn afhankelijk van het type boor en inzetgebied. Het type boor is ook gemakkelijk te herkennen aan de spiraalhoek. Zo is bijvoorbeeld een boor met een kleinere spiraalhoek beter geschikt voor kort-spanige materialen, terwijl een boor met een grote spiraalhoek beter geschikt is voor het afvoeren van lang-spanige taaie materialen. Standaard boren, bedoeld voor algemeen gebruik worden aangeduid met type N, hebben een spiraalhoek van ca. 30 gr. en kan je in een brede range van materialen toepassen. Boren voor lang-spanige materialen type W, zoals bv Rvs hebben een spiraalhoek van ca. 40 graden. Voor kort-spanige materialen kan een type H worden ingezet met een spiraalhoek van ca. 15 gr. In de onderstaande figuur zie je de verschillen tussen de genoemde spiraalhoeken.
- Oppervlakte behandeling. Er bestaat een brede range van coatings, zoals TiN, TiAlN, en Alcrona TOP. Deze coatings worden toegepast om de prestaties en standtijd van de boren te verhogen. Zo verhoogt een coating de oppervlakte hardheid en temperatuur bestendigheid van de boor en verlaagt het de wrijvingscoëffcient.
Product Selector

Een handig hulpmiddel voor het kiezen van de juiste boor is de online Product Selector van Dormer. In een paar stappen kom je tot de juiste boorkeuze en je kunt zelfs de kosten per gat bepalen. De Product Selector houdt o.a. rekening met de volgende punten:
- Het te bewerken materiaal,
- Diepte van het te boren gat,
- Mogelijkheden van de machine,
- Toepassing van koelmiddel,
- Productiviteits eisen,
- Welke tolerantie eisen wordt er aan het gat gesteld.
Bron: Dormer Pramet